

Encapuchadora automática AT53 con horno | Encapuchado de palets

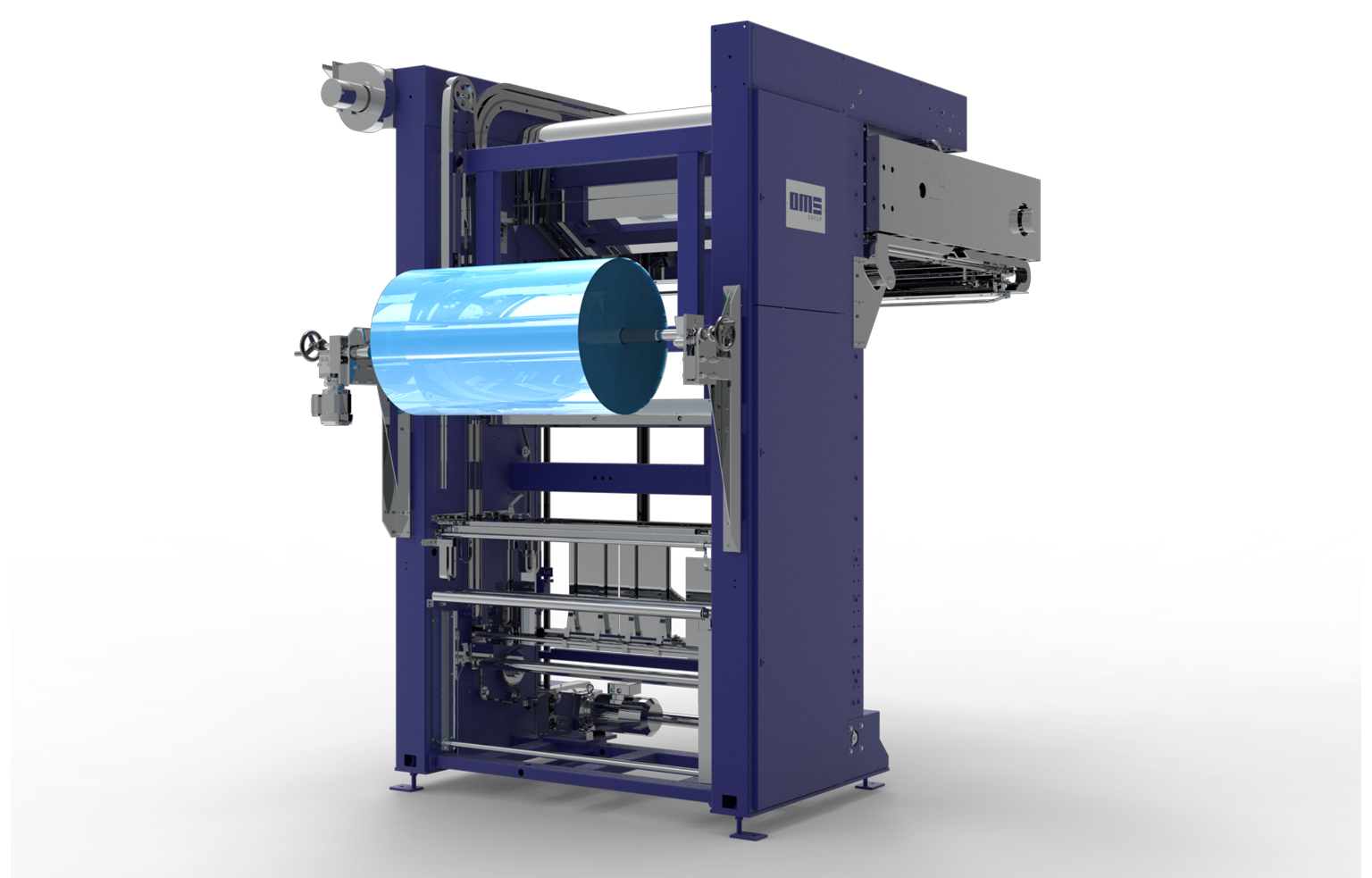


Encapuchadora automática AT53
La encapuchadora automática AT53 es una solución diseñada para empresas que buscan proteger palets con un embalaje automático, resistente y uniforme. Trabaja con film retráctil tubular y permite cubrir la carga de forma completa, mejorando la estabilidad del palet y la protección de la mercancía durante el transporte, la manipulación y el almacenamiento.
Es una máquina especialmente indicada para líneas de producción donde se necesita automatizar el encapuchado, reducir la intervención manual y mantener un resultado constante en cada ciclo. Gracias a su funcionamiento controlado por PLC, ofrece un proceso fiable, seguro y adaptado a entornos industriales exigentes.
¿Por qué elegir la encapuchadora automática AT53?
La encapuchadora automática AT53 destaca por ofrecer una protección total del palet frente a polvo, humedad, suciedad y agentes externos. Esta cobertura completa resulta muy útil en sectores donde la mercancía debe llegar en perfectas condiciones y conservar su estabilidad durante toda la cadena logística.
Además, el sistema de retractilado genera una sujeción uniforme en todo el perímetro de la carga. Esto ayuda a reducir desplazamientos del producto y mejora la seguridad del palet en expedición y almacenamiento.
Encapuchado automático con film retráctil
La AT53 funciona como una encapuchadora totalmente automática, por lo que reduce al mínimo las tareas del operario. En la práctica, la intervención se limita al cambio de bobina, algo que ayuda a mejorar la productividad y a reducir costes operativos en la línea.
Otro punto fuerte es su capacidad de adaptación a distintas alturas de carga. Gracias al sistema de lectura mediante encoder, la máquina ajusta automáticamente la longitud de la bolsa según la altura del palet. De forma opcional, también puede incorporar detección automática por encoder o sonar para trabajar con formatos variables.
Ahorro de film y retractilado uniforme
El sistema de apertura de bolsa mediante dedos, integrado en el arco de retracción, permite trabajar con film ajustado al perímetro real del palet. Esto favorece un ahorro importante de material frente a otros sistemas de encapuchado.
A su vez, el horno de anillo con quemadores lineales de gas asegura una retracción homogénea desde la base hasta la parte superior de la carga. Como resultado, el film se adapta mejor al palet y ofrece un acabado limpio, estable y sin deformaciones.
Seguridad y fiabilidad industrial
La AT53 incorpora control de llama con electroválvulas y sensores, cumpliendo la normativa CE y contando con homologación DVGW. Esta configuración mejora la seguridad del proceso y garantiza una combustión eficiente y controlada.
AT53 de OMS España
La encapuchadora automática AT53 es una excelente opción para empresas que buscan comprar una encapuchadora de palets con film retráctil, mejorar la estabilidad de la carga y automatizar el embalaje industrial con un sistema fiable y de alto rendimiento.
Funcionamiento de la encapuchadora automática AT53
-
Entrada y posicionamiento automático del palet mediante fotocélulas
-
Control de gálibo para evitar colisiones por cargas mal posicionadas
-
Formación automática de la bolsa con sistema de corte y soldadura
-
Apertura de la bolsa y adaptación al perímetro del palet
-
Retractilado automático mediante quemadores de gas
-
Salida del palet y preparación inmediata para el siguiente ciclo
Todo el proceso se realiza sin penalizar el tiempo de ciclo, optimizando el rendimiento de la línea de embalaje.
Características técnicas principales de la encapuchadora AT53
-
Encapuchadora automática de palets con film retráctil
-
Tipo de film: polietileno retráctil tubular
-
Espesor de film: 80 – 200 micras
-
Producción: hasta 60 palets/hora
-
Medidas máximas del palet: 1150 x 1250 x 1600 mm
-
Sistema de retracción por aire caliente con gas (metano o propano)
-
Cambio rápido de bobina con carga desde el suelo
-
Control por PLC industrial
-
Integrable en líneas de embalaje automáticas
Encapuchadora automática para embalaje industrial de alto rendimiento
La encapuchadora automática AT53 es la solución ideal para empresas que buscan una máquina de encapuchado de palets fiable, eficiente y segura, capaz de ofrecer protección total del producto, reducción de consumos y máxima automatización, con la garantía tecnológica de OMS España.





